コラム
人気記事




加工板金の寸法測定方法とは?
加工板金の製造において、避けて通れないのが「寸法検査」と「品質管理」です。設計通りの精度が出ているかをいかに正確に、効率よく測定するかは、板金製品の信頼性に直結します。
本記事では、板金加工の基礎から、従来の測定方法が抱える課題、そして最新の板金検査の解決策として注目される3Dスキャナーの活用メリットまでを詳しく解説します。最適な板金測定方法をお探しの方はぜひ参考にしてください。
目次
板金加工について

板金加工とは、金属の板(シートメタル)に対して「切断」「曲げ」「溶接」などの加工を施し、目的の形状に仕上げる技術のことです。自動車のボディ、家電製品の外装、事務用キャビネットから精密機器の筐体にいたるまで、私たちの身の回りにある多くの金属製品がこの板金加工によって作られています。
具体的には、SPCC(冷間圧延鋼板)やSUS(ステンレス)、アルミなどの薄い板材が主に使用されます。加工プロセスでは、まずタレットパンチプレスやレーザー加工機で板を切り出し、プレスブレーキで折り曲げ、必要に応じてスポット溶接やアルゴン溶接で接合します。適切な板金検査を行うためには、こうした加工特有の工程を理解しておくことが重要です。
精密板金加工とは
板金加工の中でも、特に高い寸法精度が求められるものを「精密板金加工」と呼びます。一般的な板金加工(製缶板金など)が数ミリ単位の誤差を許容する場合があるのに対し、精密板金では一般に±0.1mm〜0.3mmといった極めて高い精度が要求されます。
主に、半導体製造装置の内部部品や医療機器、通信機器のシャーシなど、内部に精密な電子部品を組み込むための筐体が該当します。板厚が薄いほど加工時の歪みが出やすく、高度な技能と、精密板金測定に特化した厳密な測定管理が不可欠となる分野です。
板金の検査における課題

高品質な板金製品を安定して供給するためには寸法検査・品質検査の工程が重要ですが、従来の測定手法には多くの限界が存在します。特に「薄板」特有の性質や立体的な変形が、正確な板金測定方法の確立を阻む大きな要因となっています。
測定治具による測定が困難
従来、板金の寸法検査にはノギス、マイクロメーターなどのハンドツールが使われてきました。しかし、これらを用いた測定では、設計寸法との細かな差異を製品全体で把握しきれないという課題があります。
ここで、代表的な測定方法の特徴を整理してみましょう。
| 測定方法 | 特徴 | 測定の捉え方 |
| ノギス・マイクロメーター | 手軽だが測定者のスキルに依存し、薄板はたわみやすい。 | 点測定 |
| 門型三次元測定機 | 接触式で極めて高精度だが、プログラミングや測定に時間がかかる。 | 点・線測定 |
| 3Dスキャナー | 非接触で形状全体を瞬時にデータ化し、全体の歪みを可視化できる。 | 面測定 |
ノギスによる「点測定」では、広い面積を持つ板金の「反り」や「うねり」を正確に測ることは困難です。また、接触式の三次元測定機は高精度ですが、測定時にプローブが接触する圧力で薄い板金が変形してしまうリスクがあり、万能な測定方法とは言えません。
溶接による歪みの発生
板金加工において避けて通れないのが、溶接工程で発生する「熱歪み」です。金属は熱を加えると膨張し、冷えると収縮するため、溶接箇所の周辺には必ずと言っていいほど「歪み」や「うねり」が生じます。
これらの歪みは立体的な変化であるため、ノギスなどの接触式測定器では測定箇所を特定すること自体が難しく、製品全体の幾何学的な正しさを評価するには限界があります。強引に接触させて測定しようとすると、薄板自体がたわんでしまい、板金品質検査において正しい評価が下せないことも少なくありません。
板金の検査には3Dスキャナーが適している

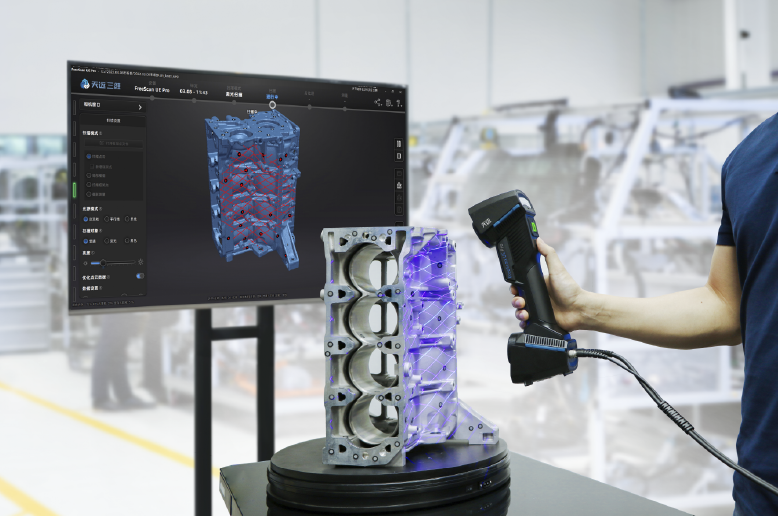
こうした板金測定の抱える課題を一掃するソリューションとして、現在多くの現場で導入が進んでいる板金測定方法が「3Dスキャナー」です。「点」ではなく「面」全体をデータとして捉えることで、従来の測定では見えなかった問題を見える化できます。
非接触で測定可能
3Dスキャナーの最大のメリットは、製品に直接触れずに計測できる「非接触」性にあります。レーザー光やパターン光を照射して形状を読み取るため、接触式の測定器のように測定圧で薄い板金をたわませる心配がありません。
柔らかい素材や、傷をつけたくない表面仕上げの板金、また複雑な曲面を持つ部品であっても、置くだけで瞬時に正確な形状を取り込むことが可能です。これにより、測定の属人化を防ぎ、検査員による数値のバラつきをなくすことができます。
設計寸法とのずれを視覚化可能
3Dスキャナーで取得した計測データ(ポリゴンデータ)を、元の設計データ(3DCADデータ)と重ね合わせることで、実際の製品が設計寸法からどの程度ズレているかを一目で判別できるようになります。
これを「カラーマップ比較」と呼びます。例えば、設計値通りの場所は緑色、プラス側に膨らんでいる場所は赤色、マイナス側に凹んでいる場所は青色といった形で、製品全体の誤差が3Dモデル上で視覚的に表示されます。
3Dスキャナー導入による具体的な利点
1.問題箇所の特定が迅速化: ノギスによる点測定では気づけなかった「面全体のうねり」や「反り」が直感的に分かるため、曲げ工程や溶接条件の修正フィードバックが圧倒的にスムーズになります。
2.複雑な幾何公差の判定: 平面度、平行度、輪郭度など、従来のハンドツールでは測定が非常に困難だった幾何公差も、取得した3Dデータ上で高精度かつ容易に算出可能です。
3.全数検査の効率化・自動化: 複雑な形状であっても、一度のスキャンで全体を一括評価できるため、板金寸法検査にかかる時間を大幅に短縮できます。
4.高度な品質レポートの作成: 任意の箇所の断面図作成や、デジタル空間上での仮想的な嵌め合い(アセンブリ)シミュレーションが行えるため、取引先へ提出する品質検査のエビデンスとしての信頼性が飛躍的に向上します。
まとめ

加工板金の寸法検査は、従来のノギス等による点測定では限界があり、特に精密板金や溶接品における「立体的な歪み」の評価が長年の課題でした。しかし、新たな測定方法である3Dスキャナーを活用することで、非接触かつ高精度に製品全体を「面測定」し、設計データとの乖離を視覚的に把握することが可能になります。
測定プロセスのデジタル化は、単なる検査時間の短縮にとどまらず、歩留まりの改善や技術の高度化を強力に後押しします。板金品質検査の要求がますます厳しくなる現代のものづくり現場において、3Dスキャナーによる測定は、もはや欠かせないスタンダードな手法と言えるでしょう。以下バナーから、おすすめの3Dスキャナー情報をチェックしていただけます。こちらも合わせてご覧ください。

>>3Dスキャナーに関するよくある質問<<
著者:日本3Dプリンター株式会社 技術部
さまざまな3Dデジタルソリューションを提案する日本3Dプリンター株式会社技術メンバーです。
3Dプリンター/3Dスキャナーのエキスパートとして、皆様に有益な情報を発信していきます。

CONTACT
お問い合わせはこちらから




