コラム
人気記事




鋳造品の検査・測定方法は?最適な測定方法を紹介
現在の製造業において、鋳造品(鋳物)は軽量化や機能統合の要求から、かつてないほど形状が複雑化しています。それに伴い求められる寸法精度も非常に高くなっており、従来の手法では品質管理や全数検査が極めて困難な状態に陥っています。この課題を解決するソリューションとして、非接触で全体形状を瞬時に取得できる「高性能3Dスキャナー」の導入が多くの現場で進んでいます。本記事では、鋳物の測定課題と3Dスキャナーが適している具体的なシーンについて詳しく解説します。
目次
鋳造とは
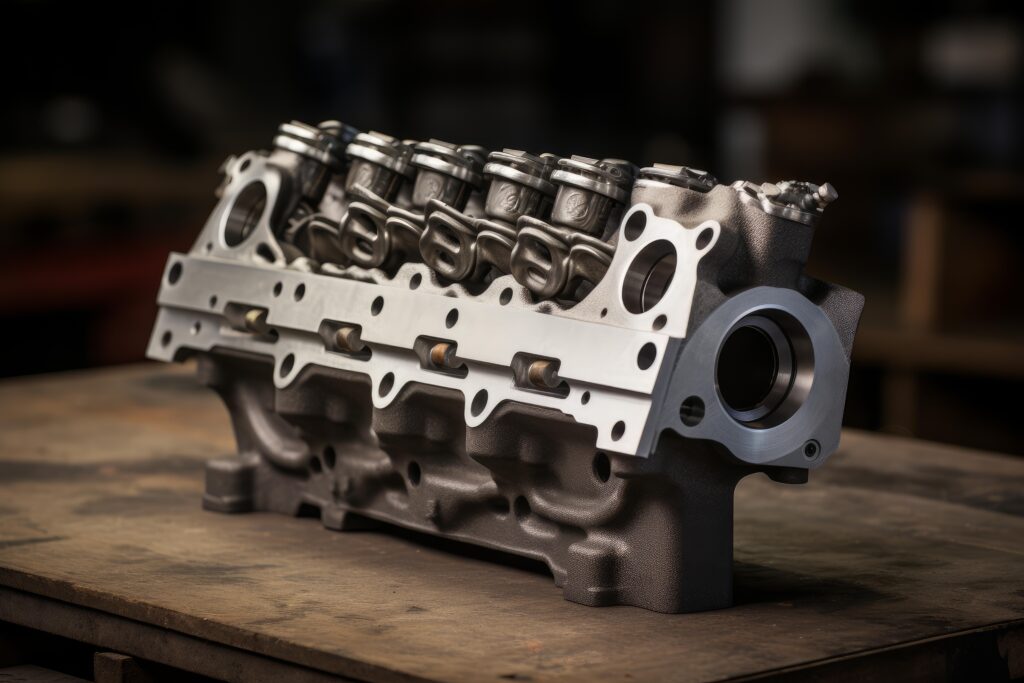
鋳造(ちゅうぞう)とは、加熱して液体状に溶かした金属(溶湯)を、作りたい部品の形状の空洞を持つ型(鋳型)に流し込み、冷却・凝固させて目的の形状を作る金属加工法です。この製法で作られた製品を「鋳物(いもの)」と呼びます。
複雑な立体形状を一体で成形できるのが最大の特徴であり、自動車のエンジンブロックやシリンダーヘッド、産業用ロボットのベース部品、タービンブレードなど、高い強度と複雑な内部構造が求められる重要部品の製造に広く採用されています。
鋳物に発生する不良
鋳造プロセスでは、金属の溶解から型への流し込み、そして冷却・凝固に至るまでに温度や体積が劇的に変化します。そのため、特有の製造不良(鋳造欠陥)が発生するリスクが常に伴います。ここでは現場で発生しやすい代表的な不良の種類を紹介します。
ひけ巣
ひけ巣(引け巣)は、溶けた金属が冷却されて凝固する際に生じる「体積収縮」によって、製品の内部や表面にできる空洞状の欠陥です。主に、金属が最後に固まる「肉厚部(体積の大きい部分)」や、形状が交差する部分の中心付近に発生しやすく、製品の機械的強度の低下や、内部から液体が漏れる原因となります。これを防ぐには、鋳物の設計段階で均一に冷却されるような工夫や、押湯(金属を補給する部分)の適切な配置が必要です。
ブローホール・ピンホール
ブローホールやピンホールは、鋳造時に溶湯が巻き込んだ空気や、鋳型から発生したガスが金属内部に閉じ込められ、そのまま凝固してできる丸みを帯びた空洞(気泡)です。ガスが抜けきれない製品の表面近くや上部に発生しやすい傾向があります。空洞が大きいものをブローホール、微細なものをピンホールと呼びます。外観不良となるだけでなく、後工程の切削加工時に内部から穴が出現して不良品となるケースも多々あります。
割れ
割れ(クラック)は、鋳物が冷却される過程で発生する熱収縮の不均一さや、鋳型による拘束が原因で生じる亀裂です。大きく分けて、高温状態で固まりきる前に生じる「熱間割れ」と、常温付近まで冷えた後に残留応力によって生じる「冷間割れ」があります。肉厚が急激に変化する部位(薄肉と厚肉の境界)や、角張ったコーナー部分に応力が集中しやすく、そこを起点として亀裂が発生するケースが一般的です。
湯回り不良
湯回り不良は、鋳型に流し込んだ溶けた金属が、型の隅々まで充填される前に途中で冷えて固まってしまう欠陥です。これにより、製品の一部が欠けたり、予定通りの形状にならなかったりします。特に、溶湯が流れにくい「薄肉部」や、注ぎ口(湯口)から遠く離れた部位で発生しやすくなります。溶湯の温度が低すぎる、あるいは流し込む速度が遅いことなどが主な発生メカニズムとして挙げられます。
ひずみ(反り・うねり)
ひずみ(反りやうねり)は、鋳物が冷却・凝固する際の「冷却速度の違い」によって生じる変形です。製品の厚みが異なる部分では冷えるスピードに差が生じ、内部に残留応力が溜まります。型から取り出した後や、その後の機械加工時にこの応力が解放されることで、製品全体が反り返ったり波打ったりします。長く平たい形状の部品や、左右非対称な形状の鋳造品において特に顕著に発生しやすい不良です。
鋳造品の測定課題
上記のような不良を防ぎ、製品の品質を担保するためには正確な寸法測定が不可欠です。しかし、品質管理の現場では主に以下のような声が多く聞かれます。
- ・測定に時間がかかる
- ・基準面が取れない
- ・複雑形状が測定できない
鋳造品は複雑な自由曲面や傾斜(抜き勾配)が多く、従来の「接触式測定機」や「安価な3Dスキャナー」ではこれらに対応できず、正確に測定できない場合が多いため、品質管理部門の大きな課題となっています。
接触式の三次元測定機での測定課題

接触式の三次元測定機(CMM)は非常に高精度ですが、測定には明確な「基準点(データム)」の設置が必要です。しかし、鋳造直後の部品(黒皮状態)は表面が粗く、基準となる平らな面や直角が存在しないため、正確な位置合わせが極めて困難です。また、プローブ(探針)を部品に直接当てる仕組み上、複雑な曲面や入り組んだ形状の全体像を捉えるには無数の点を測定する必要があり、1つの部品の検査に数時間から数日という膨大な時間がかかってしまいます。
3Dスキャナでの測定課題
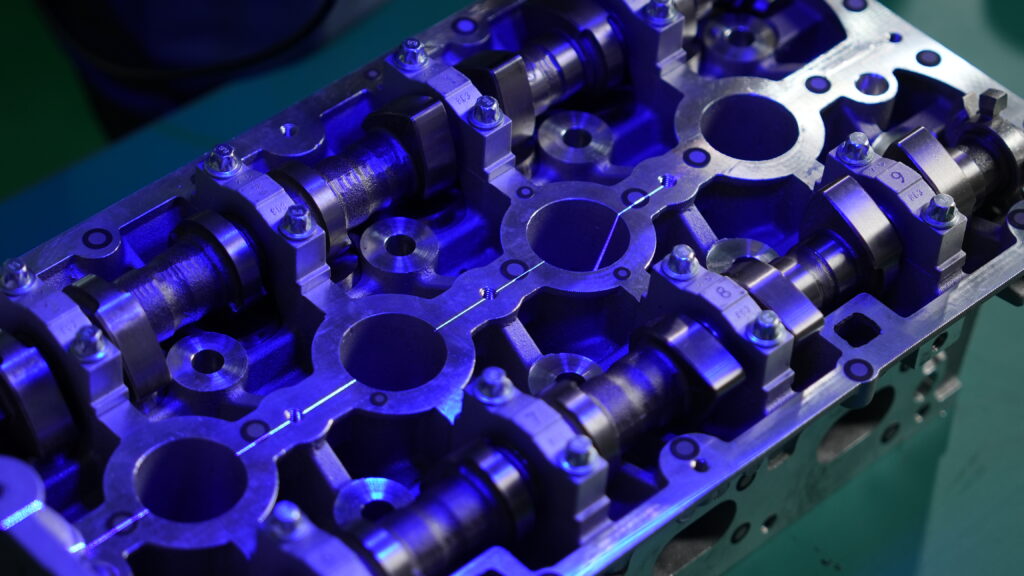
非接触の3Dスキャナーは全体形状の取得に優れていますが、一般的な光学式スキャナーの場合、カメラの死角となる鋳物の「奥まった深い穴」や「狭いリブの間」の測定が困難です。こうした複雑な内部形状やポケット部分を正確にスキャンするには、死角を補える特殊なレーザー照射機能や、測定角度を柔軟に変えられる高度な機能が求められます。
鋳造品の測定課題には3Dスキャナーが最適
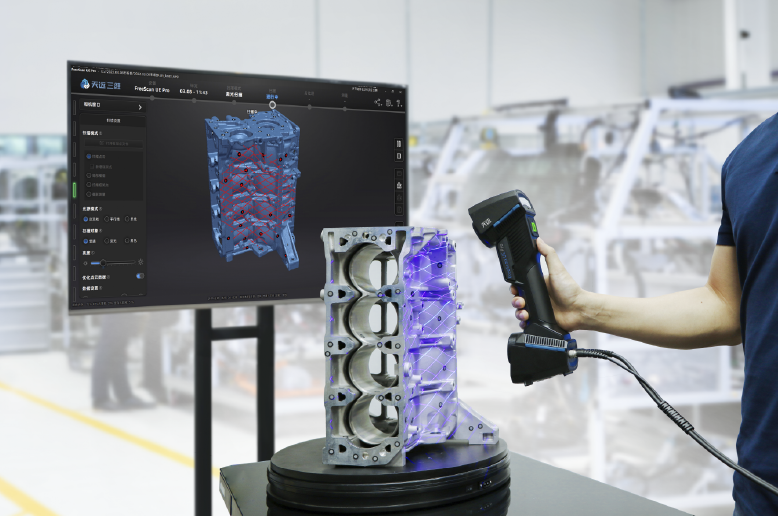
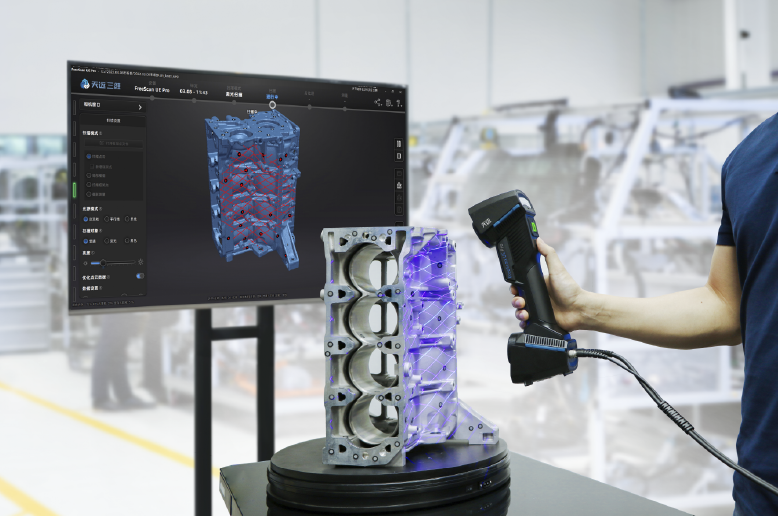
鋳造品の厳しい測定課題を解決するには、工業用の高性能3Dスキャナーの導入が最適です。最新の高精度スキャナーは、深い穴の奥まで届く特殊なレーザー機能や、表面の粗い鋳肌でもノイズなく読み取る高い解像度を備えています。
取得した高精細な3Dポリゴンデータと、オリジナルの3D CADデータを専用ソフトウェアで重ね合わせることで、寸法違いや「ひずみ(反り)」の傾向をカラーマップ(偏差ヒートマップ)として視覚的かつ瞬時に確認できます。これにより、従来は難しかった複雑形状の検査が圧倒的なスピードで実現します。
詳細な測定ソリューションはこちら:
FreeScan Trak Nova(SHINING 3D)のスペック

鋳造品の測定課題を解決する最適なソリューションとして、SHINING 3Dの光学式トラッキング3Dスキャナー「FreeScan Trak Nova」をご紹介します。本機は、スキャナー本体(UE NOVA)と位置検出用のトラッカー(TE NOVA)の2つのデバイスで構成される革新的なシステムです。
最大の特徴は、トラッカーがスキャナーの空間座標をリアルタイムに認識するため、対象物にシール状のマーカー(目印)を貼る作業が一切不要な「マーカーレススキャン」を実現している点です(トラッキング範囲3.5m内)。表面がザラザラとした巨大な鋳造品に対して、何百枚ものマーカーを貼って剥がすという途方もない準備時間が「ゼロ」になり、「測定に時間がかかる」という現場の課題を根本から解消します。
さらに、完全ワイヤレスモジュールを内蔵しているため、電源ケーブルに縛られることなく、大型鋳物の入り組んだ裏側や奥まった箇所にも自由にアプローチが可能です。基準面が取れない複雑な形状であっても、対象物の全体像を高速かつ高精度にそのままデータ化できます。
【主なスペック】
- ・スキャン精度: 最高0.025mm(トラッカー使用時)
- ・スキャンスピード: 最大6,140,000点/秒
- ・レーザー光源: 50本 / 7本 / 1本 クロスブルーレーザー
- ・特徴: トラッカー使用によるマーカーレススキャン、ワイヤレス駆動、フォトグラメトリー機能
まとめ

現代の複雑化する鋳造品の品質管理において、「ひけ巣」や「ひずみ」といった特有の不良を検知し、正確な寸法を測定することは非常に重要です。しかし、基準点が取りにくい鋳物に対し、従来の接触式測定機や一般的なスキャナーでは時間的・技術的な限界がありました。
こういった形状にも対応できる産業用の高性能3Dスキャナーを活用すれば、複雑な自由曲面も非接触でスピーディにデータ化し、CADデータとのカラーマップ比較によって直感的な品質評価が可能になります。測定プロセスのボトルネックを解消し、鋳造品の歩留まり向上と検査の効率化を目指すうえで、3Dスキャナーは最も適したソリューションと言えるでしょう。以下バナーから、おすすめの3Dスキャナー情報をチェックしていただけます。こちらも合わせてご覧ください。

>>3Dスキャナーに関するよくある質問<<
著者:日本3Dプリンター株式会社 技術部
さまざまな3Dデジタルソリューションを提案する日本3Dプリンター株式会社技術メンバーです。
3Dプリンター/3Dスキャナーのエキスパートとして、皆様に有益な情報を発信していきます。

CONTACT
お問い合わせはこちらから




