コラム
人気記事




形状測定の誤差が生じる3つの原因と対策について解説
製品の品質を保証する上で、設計通りの寸法・形状に作られているかを確認する「形状測定」は欠かせない工程です。しかし、どれだけ高性能な測定器を使っても、測定値に「誤差」が生じることは避けられません。この誤差をいかに小さくするかが、品質管理のレベルを左右します。本コラムでは、形状測定における誤差が発生する主な3つの原因を解説し、特に「測定器」と「測定者」に起因する誤差を低減するための具体的な対策を詳しくご紹介します。
目次
形状測定の誤差とは?

形状測定における「誤差」とは、測定によって得られた値(測定値)と、本来の正しい値(真の値)との差を指します。製品の寸法や形状が設計図面の許容範囲(公差)に収まっているかを判断するためには、この誤差の存在を理解し、その大きさを可能な限り小さく管理することが求められます。誤差を管理できなければ、良品を不良品と判断したり、逆に不良品を見逃してしまったりするリスクがあり、製品の品質や信頼性に直結する重要な課題といえます。
そもそも形状測定機とは何か
形状測定機とは、対象物の表面形状を精密に測定し、数値データとして捉えるための装置です。主に、スタイラスやプローブと呼ばれる触針で対象物をなぞって測定する「接触式」と、レーザー光や画像センサーを用いて非接触で測定する「非接触式」に大別されます。測定対象は、μm(マイクロメートル)単位の微細な凹凸である「表面粗さ」や、それよりも大きな周期のうねり、部品全体の「輪郭形状」など多岐にわたります。設計図面で指示された幾何公差を満たしているか、意図した機能を発揮できる形状になっているかを定量的に評価するために、製造業のあらゆる現場で活用されています。
形状測定機の活用分野
形状測定機は、高い精度が求められる様々な産業分野で活躍しています。例えば、自動車産業ではエンジン部品やトランスミッションの精密な形状測定が燃費や走行性能を左右します。スマートフォンなどの電子機器分野では、半導体ウエハーやコネクタ部品の平坦度や微細形状が製品の性能と信頼性を担保します。ほかにも、医療分野における人工関節やインプラントの表面形状、航空宇宙分野におけるタービンブレードの複雑な曲面形状の評価など、その活用は多岐にわたります。これらの分野において、形状測定は製品の安全性と機能性を保証するための根幹技術となっています。
形状測定の誤差が生じる3つの原因
形状測定で発生する誤差の原因は、大きく分けて3つあります。それは「①測定器」そのものに起因する誤差、「②測定者」のスキルや手順に起因する誤差、そして「③測定環境」に起因する誤差です。温度や振動といった環境要因も非常に重要ですが、特に誤差への影響が大きく、現場での対策が求められるのが「測定器」と「測定者」の2つの要因です。本コラムでは、この2つの原因に焦点を当て、それぞれの具体的な内容と対策について詳しく掘り下げていきます。
①測定器が引き起こす形状測定誤差 | ・性能限界 測定器が識別できる最小単位(分解能)や、示される値の正確さ(指示精度)には限界があります。 ・経年劣化 長期間の使用によるセンサーや駆動部の「経年劣化」、スタイラス(触針)の摩耗や汚れが誤差を引き起こします。 ・校正(キャリブレーション)が不十分 測定器の精度を保証するための「校正(キャリブレーション)」が不十分であったり、定期的に実施されていなかったりすると、測定値そのものの信頼性が失われてしまいます。 これらの要因が複合的に絡み合い、測定誤差として現れます。 |
②測定者が引き起こす形状測定誤差 | ・個人差 複数の作業者が同じ測定器を使用する場合、各自のやり方が異なると測定結果にばらつきが生じ、データの一貫性が損なわれてしまいます。 ・セッティングのばらつき 測定対象物(ワーク)を治具に固定する際の力の加え方や、セッティングのわずかな傾きは、測定結果に大きく影響します。 ・設定ミス、操作ミス 測定範囲やデータ処理のフィルタといった「測定条件の設定ミス」や、定められた手順とは異なる方法で測定してしまう「操作ミス」も誤差の原因になります。 これらの人的誤差を防ぐには、作業の標準化が不可欠です。 |
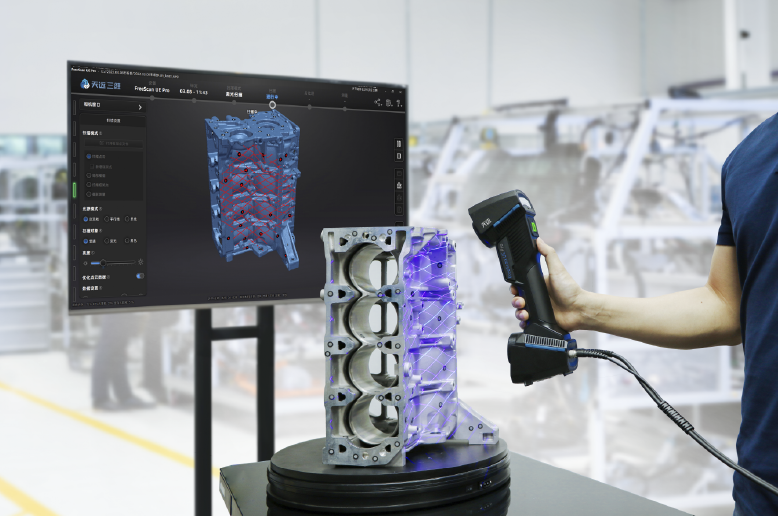
測定器が引き起こす形状測定の誤差を小さくするための対策
-1.jpg)
測定器に起因する誤差を低減するには、測定器が持つ本来の性能を常に維持し、それを最大限に発揮できる状態を保つことが基本です。そのための具体的な対策として、「定期的な校正の実施」「日常的な点検・保守」「測定対象に適した測定器の選定」、そして「測定環境の整備」が挙げられます。これらの対策を計画的かつ継続的に行うことで、測定器を常に信頼できる状態に保ち、精度の高い測定を実現できます。
1.定期的な校正の実施
測定器の精度と信頼性を保証する上で最も重要な対策が、定期的な校正(キャリブレーション)です。校正とは、標準器や基準片といった、より正確な値が保証されたものを用いて測定器を測定し、そのズレを確認・調整する作業を指します。これにより、測定器の値が国家標準や国際標準に対してどの程度正確であるか(トレーサビリティ)が証明されます。 校正は、メーカーや専門の校正事業者に依頼するのが一般的です。その頻度は、メーカーの推奨周期や測定器の使用頻度、要求される精度レベルに応じて設定する必要があります。ISO9001などの品質マネジメントシステムにおいても、測定機器の管理と校正は厳しく要求される項目です。計画的な校正は、信頼性の高い測定データを得るための必須条件といえるでしょう。
2.日常的な点検・保守の実施
定期的な校正に加えて、測定器の性能を維持するためには日常的な点検と保守が欠かせません。校正と次の校正までの間に発生する可能性のある不具合や性能低下を早期に発見し、トラブルを未然に防ぐことが目的です。 具体的な点検項目としては、まずスタイラス(触針)の先端に摩耗や欠け、汚れがないかの目視確認が挙げられます。スタイラスの状態は測定精度に直結するため、非常に重要です。また、駆動部の異音やガタつき、ケーブル類の接続状態の確認も行います。始業前には、基準片などを用いて簡易的な精度チェックを行い、測定器が正常に動作するかを確認する習慣をつけることが望ましいです。これらの点検内容と結果を記録に残しておくことで、測定器の状態を継続的に管理し、異常の早期発見につなげることができます。
3. 適切な測定器の選定
測定したい対象物の種類や要求される精度に対して、オーバースペックまたはアンダースペックな測定器を選んでしまうと、誤差の原因や不要なコストにつながります。そのため、測定の目的に合った適切な測定器を選定することが重要です。 選定のポイントは、まず「測定精度」です。一般的に、要求される公差に対して10倍程度の精度を持つ測定器を選ぶのが望ましいとされています(精度の10倍ルール)。次に「測定方式」です。硬い素材や複雑な形状には接触式、柔らかい素材や微細な形状、高速な測定が求められる場合は非接触式といったように、対象物の特性に合わせて選びます。さらに、測定したい箇所の「サイズや範囲」も考慮が必要です。カタログスペックだけで判断するのではなく、実際の測定対象や使用環境を十分に考慮して、最適な一台を選定することが、正確な測定への第一歩となります。
4. 測定環境の整備
測定器は非常にデリケートなため、その性能を最大限に引き出すには、設置環境を適切に管理することが不可欠です。誤差の最大の要因となりうるのが「温度」です。温度が変化すると、測定器本体だけでなく測定対象物も熱膨張・収縮するため、正確な測定ができません。理想は、温度が20℃に管理された恒温室に設置することです。恒温室がない場合でも、空調を安定させ、直射日光や他の熱源から離れた場所に設置する工夫が必要です。測定前には、測定器と測定対象物を同じ環境に置き、温度をなじませる「温度ならし」の時間も重要になります。 また、「振動」も測定の大敵です。工場の大型機械や通路の近くを避け、必要に応じて除振台を設置するなどの対策が有効です。ホコリやゴミも誤差の原因となるため、クリーンな環境を保つことも心がけましょう。
測定者が引き起こす形状測定の誤差を小さくするための対策
測定者が引き起こす誤差を低減するための核心は、「作業の属人化」をなくし、測定の「再現性」を高めることです。つまり、誰がいつ測定しても、同じ手順で、同じ結果が得られる状態を目指します。そのための具体的な対策として、「測定手順の標準化」と、それに基づいた「教育・訓練の実施」という2つのアプローチが極めて重要になります。これらを徹底することで、人的なばらつきを最小限に抑えることができます。
1. 測定手順の標準化
測定者による作業のばらつきをなくす最も効果的な方法は、測定手順を標準化し、「作業標準書」や「マニュアル」として文書化することです。この標準書には、測定対象の清掃方法や治具への固定方法、さらには測定条件(測定速度、フィルタの種類、評価範囲など)といった一連の作業手順を、誰が読んでも同じように作業できるよう具体的に記載します。特に、判断に迷いやすいポイントは、図や写真を活用して視覚的に分かりやすく示すことが重要です。作成した標準書は、測定器の近くに常備し、全員がいつでも参照できるようにすることで、手順の遵守を徹底させます。
2. 教育・訓練の実施
優れた作業標準書を作成しても、その内容が作業者に正しく理解され、実践されなければ意味がありません。そのため、標準書に基づいた継続的な教育・訓練が不可欠です。教育では、なぜその手順が必要なのか、手順を誤るとどのような誤差が生じるのかといった理論的な背景から説明することで、作業者の理解を深め、品質に対する意識を高めます。また、定期的に実技訓練を行い、測定スキルに個人差が出ていないかを確認し、必要に応じて指導します。新しい測定器の導入時や測定対象が変更になった際には、その都度トレーニングを実施することが、高い測定品質を維持する上で重要です。
まとめ

本コラムでは、高品質なものづくりに不可欠な形状測定において、誤差が生じる主な原因と具体的な対策について解説しました。誤差の原因は「測定器」「測定者」「測定環境」の3つに大別され、それぞれに対して計画的な対策が必要です。測定器に対しては定期的な校正や日常点検、測定者に対しては作業の標準化と教育訓練を徹底することが重要です。これらの地道な取り組みを継続することが、測定誤差を最小限に抑え、製品の品質と信頼性を向上させるための最も確実な道筋となるでしょう。以下バナーから、おすすめの3Dスキャナー情報をチェックしていただけます。こちらも合わせてご覧ください。

>>3Dスキャナーに関するよくある質問<<
著者:日本3Dプリンター株式会社 技術部
さまざまな3Dデジタルソリューションを提案する日本3Dプリンター株式会社技術メンバーです。
3Dプリンター/3Dスキャナーのエキスパートとして、皆様に有益な情報を発信していきます。

CONTACT
お問い合わせはこちらから